輪胎是厚制品,橡膠是不良導體,其硫化過程又與膠料的導溫系數、模型幾何尺寸、熱介質和交換條件,以及輪胎各部件膠料的硫化特性有密切關系。輪胎在硫化機(或罐)內硫化時,模型向輪胎外表面傳熱,同時硫化膠囊(或水胎)向輪胎內壁傳熱,熱量促使交聯劑同橡膠產生化學交聯,形成三維網狀結構。
橡膠結構改變而獲得性能上顯著改進,在硫化過程中橡膠交聯程度越來越高,硫鍵的增加而導致橡膠一系列性能變化,這種變化又隨硫化的時間而變動。因此有欠硫化、正硫化、過硫化質量上的差別,而在外胎硫化如何掌握硫化程度,能在同一時間各部位達到正硫化,在膠料配方設計時,要注意硫化速度的匹配,硫化曲線平坦范圍,正確制定外胎正硫化時間有及其重要意義。
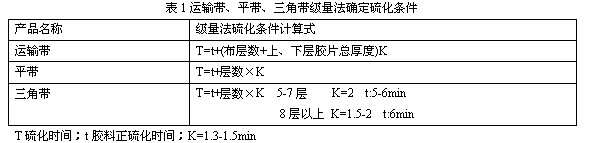
用_量法制定運輸帶、平帶、三角帶等產品方面早有成熟的經驗式(表1)。在50年代我們常用每毫米1.5-2.5分估算外胎的正硫化時間,由于技術條件不同(配方、骨架材料、硫化外壓溫度、過熱水溫度、水胎厚度、硫化方式)再加上人的經驗上的差異,估算外胎的正硫化時間誤差_大。
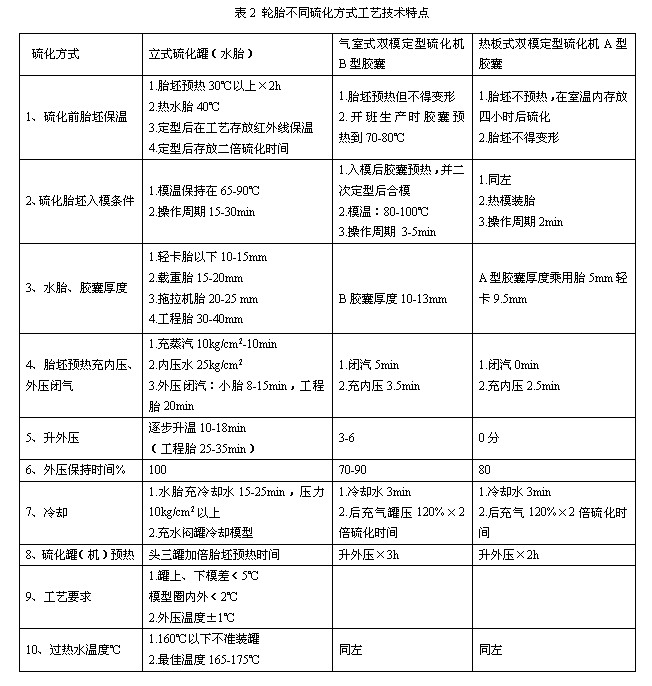
隨我國橡膠工業的發展,外胎硫化中,小型輪胎逐步實現“以機代罐”,與罐硫化工藝特點有很大區別(表2)。汽車工業飛速發展,現代工程輪胎出現巨型_厚型輪胎,例如:30-51巨型工程胎胎肩厚度達到約20厘米,輪胎重量1500kg,要求準確測算出外胎正硫化時間,對試驗設計階段的產品,有很大的實際意義。下面介紹:運用級量法測算輪胎正硫化時間的方法。
一、制定外胎硫化條件的規則
輪胎硫化是在溫度、壓力和時間條件下進行的,輪胎各種膠料性能及硫化特性均不相同,在硫化過程中其熱歷程實際又是一個溫度場分布不均的不等溫過程。所以各種膠料受熱歷程有_大的差別,為了_輪胎厚制品各部分同時達到正硫化,在制定外胎正硫化時間一般考慮掌握以下幾點:
1、制品_硫化時間,應小于膠料_硫化平坦時間,因為考慮到制品的后硫化現象。
2、制品_難受熱部位的硫化時間應大于膠料的_小硫化平坦時間。
3、硫化開始時升溫快慢由制品及導溫系數決定,凡是制品厚度愈大溫度滯后損失愈大;導溫系數愈小,傳熱愈慢的,則升溫過程愈慢。反則反之。
4、外壓溫度的選擇視產品厚度、硫化方式(機罐)骨架材料、過熱水溫度而確定。
硫化罐:外壓139-147℃;硫化機:外壓145-160℃。
硫化機高溫硫化:外壓180℃,內壓過熱蒸氣22kg/cm2,190-200℃。
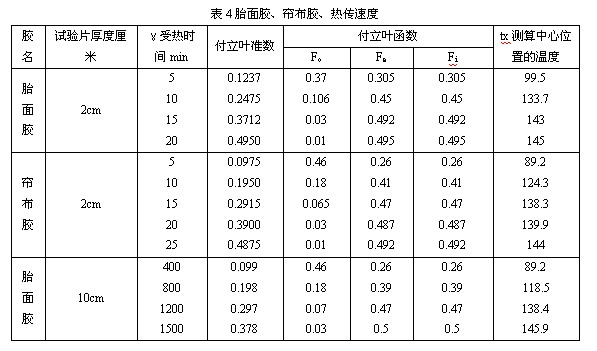
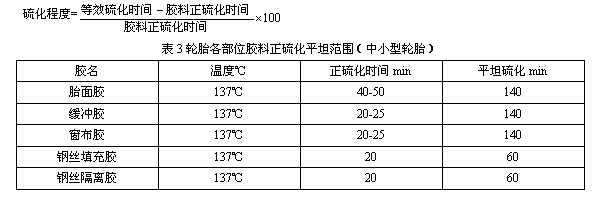
5、胎面硫化程度應控制160%,輪胎生產質量才能穩定,硫化平坦范圍如(表3)。
二、級量法計算式的確立
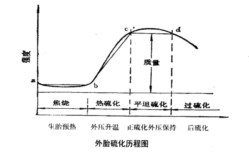
(1)外胎硫化歷程圖,包括四個階段,見圖。
生胎預熱階段,在外壓胎面膠緩沖層升溫達到139℃時等效硫化時間。
外壓升溫階段,開始熱硫化。
正硫化階段,是指外壓溫度保持時間,在選擇外壓溫度時,考慮由于內壓溫度傳遞影響的大小,確定平均外壓溫度,按范特霍夫方程式計算等效硫化時間。正硫化決定輪胎質量。B>80mm大胎,為了防止胎圈部位欠硫化,采用2.5≥℃。
后硫化階段,胎體骨架尼龍材質,遇熱收縮,輪胎硫化后走形。防收縮措施:硫化罐外胎硫化終結,充冷卻水,冷卻條件:120%氣壓×2倍硫化時間,硫化機胎比硫化罐硫化的外胎胎體堅韌。
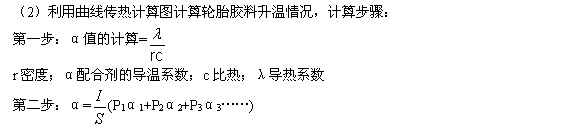
α膠料導溫系數;α1α2α3各種配合劑的份數;P1P2P3各種配合劑的份數;S配合劑總量S=P1+P2+P3
胎面膠(50份合成膠)導溫系數0.00165;簾布膠(30份合成膠)導溫系數0.00130
第三步:各層溫度計算
1、選擇測溫部位求出阻力比率P
P= A膠料厚度,X測定厚度
2、用下式求出膠料付立葉準數q
q=αr/A2
q付立葉準數
α導溫系數;r受熱時間;A膠料厚度(已知)
3、在“曲線傳熱計算圖”找出已求出的阻力比率,相當三條曲線FoFeFi與三條曲線相交A、B、C三點,查找縱座對應點付立葉函數。
(1)設定已知條件
A:2cm,20cm,膠料導溫系數,胎面膠0.00165,簾布膠0.0013。
X:1cm,10cm,裝模時膠料溫度30℃。平板溫度145℃,γ受熱時間5′、10′、15′、20′、25′。
阻力比率P=1/2
計算結果如下:
計算公式tx=toFo(p.q)+teFe(p.q)+tiFi(p.q)
to為膠料裝模溫度;te、ti為平板硫化機上、下溫度
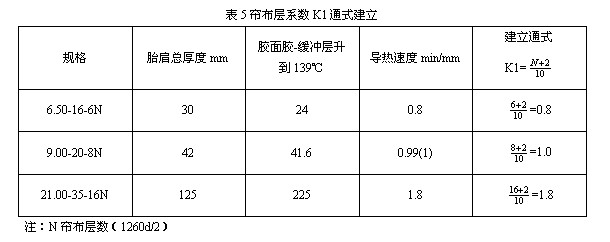
數據分析:(表4)胎面膠145℃熱傳速度。胎面膠厚度2cm,時傳熱平均速度為20/20=1min/mm,當胎面膠厚度增加到20cm時熱傳平均速度提高到1500/200=7.5min/mm,這種現象主要由于橡膠是不良導體,導溫系數小傳熱時間長,升溫慢,導致溫度滯后損失。在計算方面如何解決輪胎測算數據準確問題。從輪胎的負荷能力推斷,負荷越大,輪胎幾何尺寸成正比。用K1與簾布層數聯系地來考慮,以布層數為計算系數的基數。根據測算建立布層系數通式(表5)。
(2)修正值。根據骨架材質、品種、簾線粗細、胎面膠厚度比例設定。
(3)各項系數確定
①K1為簾布層數系數(min/mm)
K1=(N+X)/10
K1:min/mm;N:簾布層數(1260d/2);X:修正值一般為2-4;10:常數
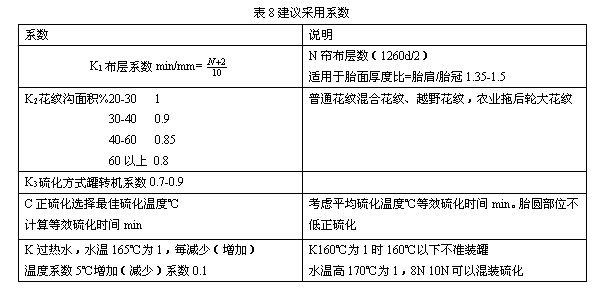
②K2隨花紋溝F溝的增大,傳熱面積也相應增大,胎面升溫加快。胎面花紋溝面積以占胎面面積百分數分級。20-30%為1,30-40%為0.9,40-60%為0.85,60%以上為0.8。
③K3是由罐式硫化轉換為硫化機硫化時系數,由于膠囊減薄升溫_快,以及提高外壓溫度熱流強度增大,縮短了升溫時間,系數小于1。
④C外壓硫化溫度保持,正硫化階段。
以胎面膠正硫化時間,按照范特霍夫方程式計算出等效硫化時間。
r1=2r2[(t2-t1)/10]
K:硫化溫度系數取2;t1:胎面膠硫化溫度℃;r1:在t1溫度下正硫化時間min ;t2:外胎生產所采取外壓溫度℃;r2:在t2溫度下等效硫化時間min
三、級量法計算式建立
T=(熱傳導min+胎面膠正硫化min)K
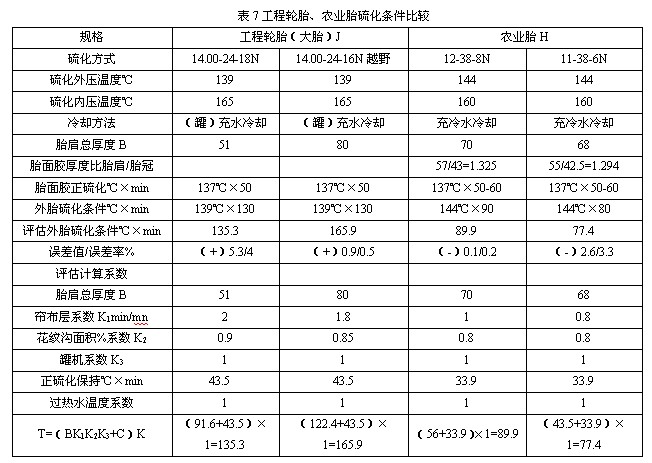
T=(BK1K2K3+C)K
T:外壓正硫化時間min;B:胎肩厚度;K1:簾布層數系數(min/mm);K2:胎面花紋溝面積修正系數;K3:硫化罐機修正系數;C:胎面膠正硫化等效時間(min);K:內壓過熱水溫度修正系數
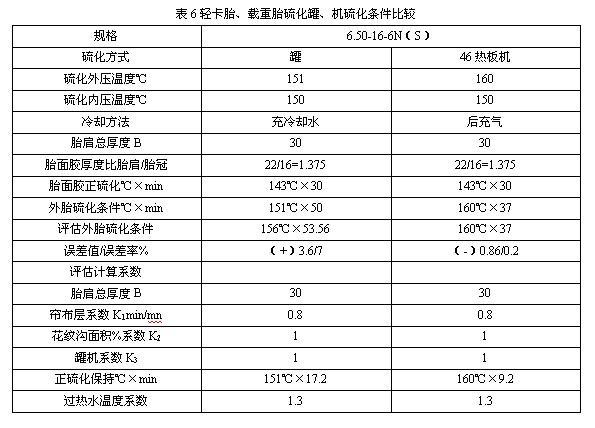
用級量法評估計算外胎硫化條件。輕卡胎、載重胎(表6),工程胎、農業胎(表7)外胎硫化條件誤差率多數5%以下,證明方法基本可行。建議采用系數(表8)。
四、結束語
運用級量法測算外胎正硫化時間是建立在試驗基礎上的有科學的根據,與比例法更為適用。它可以在邊界條件六個因素變化復雜的情況下進行測算。經驗式不僅便于記憶,而且計算迅速,誤差也在允許范圍之內,是一項有實用價值,值得推廣的方法。