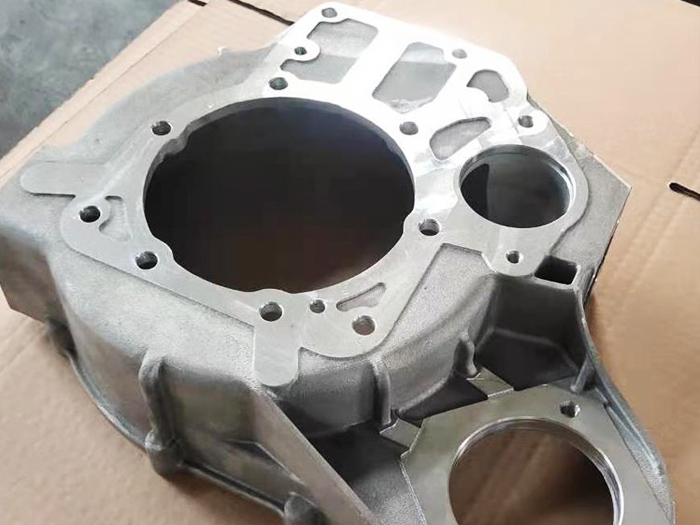
異形鋁鑄件是依客戶需求定制的非標鋁制品,采用鑄造工藝成型,具備復雜幾何形狀與個性化設(shè)計。其輕質(zhì)高強、耐腐、可塑性強,廣泛應用于汽車、航空航天、電子等領(lǐng)域,滿足輕量化、高承載及特殊性能需求。
異形鋁鑄件結(jié)構(gòu)復雜、壁厚不均、造型不規(guī)則,澆冒口合理布置是避免縮孔、氣孔、冷隔、變形等缺陷,提升鑄件良品率的關(guān)鍵。布置需遵循順序凝固原則,結(jié)合異形件凹凸結(jié)構(gòu)、薄壁區(qū)域與厚大節(jié)點靈活規(guī)劃。
澆道布置方面,異形件優(yōu)先采用底注式或階梯式澆注,鋁液平穩(wěn)充型,減少卷氣與氧化夾渣。針對異形曲面、狹窄腔體等特殊結(jié)構(gòu),澆道應避開受力面與精加工面,選擇鑄件壁厚適中的側(cè)面入液。多彎折異形件需增設(shè)分流道,均衡各區(qū)域流速,防止局部澆不足、冷隔問題,同時控制澆道截面積,匹配異形件充型節(jié)奏。
冒口布置核心針對異形件厚大凸起、轉(zhuǎn)角、法蘭等熱節(jié)位置,這類區(qū)域凝固慢,易產(chǎn)生縮松縮孔。需在熱節(jié)上方或鄰近位置設(shè)置明冒口、暗冒口,利用冒口儲液持續(xù)補縮。復雜異形件禁止單一冒口補縮,分散熱節(jié)需搭配多個小型冒口,避免補縮距離不足。薄壁異形部位不設(shè)冒口,防止局部過熱引發(fā)變形、裂紋。
結(jié)合異形結(jié)構(gòu)特點,還需搭配合理排氣與溢流設(shè)計,在鑄件頂部、死角、封閉型腔處預留排氣槽,配合冒口排出腔內(nèi)氣體。對于壁厚差異大的異形工件,可配合冷鐵調(diào)整凝固速度,讓薄壁快速凝固、厚大部位由冒口補縮,形成穩(wěn)定的順序凝固。
異形鋁鑄件澆冒口布置不能套用標準件方案,要以產(chǎn)品結(jié)構(gòu)為基礎(chǔ),定位熱節(jié),優(yōu)化充型路徑,兼顧補縮、排氣與后續(xù)切割清理,在確保鑄造質(zhì)量的同時,降低后期加工成本。




備,手動壓合機,套頂用手動壓合機-鋼絲胎套頂用手動壓合機")
備-CMT充氣式磨胎機")
備,預硫化罐,輪胎硫化罐-快開門連鎖裝置多功能輪胎硫化罐")
備, -多功能修胎機")